
Page 103 - Turner 1st sem Practicals
P. 103
• Hold the tool at an angle of 55° to the face of the wheel. passing through gauge and cutting edges of the tool.
• Cutting point is carefully ground in a smooth wheel.
• Grind on left hand side of the tool.
• Finally lap the tool by applying oil stone on cutting
• Repeat the above procedure on the right side of the edges.
tool to get an included angle of 55° on the tool. Remember
• Grind 2° to 4° side clearance angle on each side of the • Avoid burning of the tool.
tool.
• The cutting edge should be visible during grinding.
• Finish all sides by using smooth grinding wheel. Check
the tool by centre gauge; there should not be any light
Skill sequence
Grinding a side cutting tool for machining steel
Objective : This shall help you to
• grind a right hand side cutting tool to machine steel.
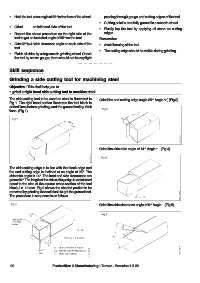
The side cutting tool to be used on steel is illustrated in Grind the end cutting edge angle 25°. Angle ‘x ’ (Fig 3)
Fig 1. The right hand portion illustrates the tool blank in n
dotted lines before grinding, and the ground tool by thick
lines. (Fig 1)
Grind the side rake angle of 14°. Angle . (Fig 4)
The side cutting edge is in line with the blank edge and
the end cutting edge is inclined at an angle of 25°. The
side rake angle is 14°. The front and side clearances are
ground 6°. The length of the side cutting edge is maintained
equal to the size of the square cross-section of the tool
blank, i.e. 12 mm. Fig 2 shows the shaded portion to be
removed by grinding the tool blank to get the ground tool.
The procedure in sequence is as follows.
Grind the side clearance angle of 6°. Angle (Fig 5)
90 Producltion & Manufacturing : Turner - Exercise 1.3.29