
Page 114 - Turner 1st sem Practicals
P. 114
Centre drilling in a drill press
Objective : This shall help you to
• centre drill work in a drill press.
One of the methods of centre drilling a workpiece is to use
drill press. The following steps in sequence will have to be
adopted.
Locate and punch centre of the job on the faced end.
Select proper type and size of the centre drill.
Fasten it in the drill chuck, using a chuck key.
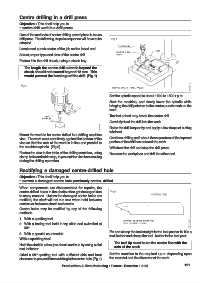
The length the centre drill extends beyond the
chuck should not exceed beyond 12 mm. This
would prevent the breakage of the drill. (Fig 1)
Set the spindle speed to about 1000 to 1500 r.p.m.
Start the machine, and slowly lower the spindle while
bringing the drill point on to the centre punch mark on the
work.
Too fast a feed may break the centre drill.
Carefully feed the drill into the work.
Raise the drill frequently and apply a few drops of cutting
lubricant.
Mount the work to be centre drilled in a drilling machine
vice. The work must seat firmly against the bottom of the Continue drilling until about three quarters of the tapered
vice so that the axis of the work is in line and parallel to portion of the drill has entered the work.
the machine spindle. (Fig 2) Withdraw the drill and stop the drill press.
Fasten the vice to the table of the drilling machine, using Reverse the workpiece and drill the other end.
clamp bolts and table stop, to prevent the vice from moving
during the drilling operation.
Rectifying a damaged centre-drilled hole
Objective : This shall help you to
• correct a damaged centre hole previously centre- drilled.
When components are disassembled for repairs, the
centre-drilled holes in the shafts often get damaged due
to many reasons. Unless the damaged centre holes are
rectified, the shaft will not run true when held between
centres or between chuck and centre.
Centre holes may be rectified by any of the following
methods.
1. With a spotting tool.
2. With a boring tool held in top slide and swivelled at
30°.
3. With a special countersink. Fix and clamp the tool straight in the tool post or fix it in a
tool-holder and clamp the tool -holder in the tool post.
With a spotting tool
The tool tip must be on the centre line with the
Hold the shaft in a four jaw chuck and true by using a dial
test indicator. axis of the work.
Grind a 60° spotting tool with sufficient side and front Set the machine to the required r.p.m. depending upon
clearance to prevent it from rubbing in the centre hole.(Fig.1) the material and the diameter of the work.
Producltion & Manufacturing : Turner - Exercise 1.3.33 101