
Page 115 - Turner 1st sem Practicals
P. 115
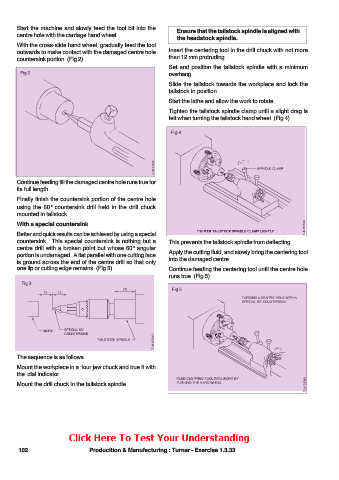
Start the machine and slowly feed the tool bit into the Ensure that the tailstock spindle is aligned with
centre hole with the carriage hand wheel.
the headstock spindle.
With the cross-slide hand wheel, gradually feed the tool
outwards to make contact with the damaged centre hole Insert the centering tool in the drill chuck with not more
countersink portion. (Fig 2) than 12 mm protruding.
Set and position the tailstock spindle with a minimum
overhang.
Slide the tailstock towards the workpiece and lock the
tailstock in position.
Start the lathe and allow the work to rotate.
Tighten the tailstock spindle clamp until a slight drag is
felt when turning the tailstock hand wheel. (Fig 4)
Continue feeding till the damaged centre hole runs true for
its full length.
Finally finish the countersink portion of the centre hole
using the 60° countersink drill held in the drill chuck
mounted in tailstock.
With a special countersink
Better and quick results can be achieved by using a special
countersink. This special countersink is nothing but a This prevents the tailstock spindle from deflecting.
centre drill with a broken point but whose 60° angular
portion is undamaged. A flat parallel with one cutting face Apply the cutting fluid, and slowly bring the centering tool
is ground across the end of the centre drill so that only into the damaged centre.
one lip or cutting edge remains. (Fig 3) Continue feeding the centering tool until the centre hole
runs true. (Fig 5)
The sequence is as follows.
Mount the workpiece in a four jaw chuck and true it with
the dial indicator.
Mount the drill chuck in the tailstock spindle.
102 Producltion & Manufacturing : Turner - Exercise 1.3.33