
Page 156 - Turner 1st sem Practicals
P. 156
Skill sequence
Turning work held on a plain mandrel
Objectives : This shall help you to
• mount the work on a mandrel
• machine the work held on a mandrel.
It may sometimes be necessary to machine external Press the mandrel firmly, but not too tightly, into the
surfaces of a cylindrical work accurately in relation to a workpiece.
hole that has been previously bored in the centre of the
work. In such cases the work is mounted on a mandrel If the mandrel is forced into the work tightly, it may distort,
and machined. damage the bore of the workpiece, and sometimes break
the workpiece.
Work has to be mounted on a mandrel before holding on a
lathe for machining. The following sequence is to be If an arbor press is not available, use a lead hammer to
followed for mounting work on a mandrel. drive the mandrel into the hole by light hammering. (Fig 2)
Select the correct size of the mandrel to suit the hole of
the workpiece.
Clean and apply a light film of oil or soft grease on the
diameter of the mandrel.
Remove the burrs from the edge of the hole in the
workpiece.
Clean and lubricate the hole in the workpiece to prevent
seizing or scoring when the mandrel is pressed into or out
of the work.
Insert the small end of the mandrel squarely into the hole
by hand. It should enter the hole approximately about
25 mm and should square itself.
The larger end of the mandrel has the size
stamped on it.
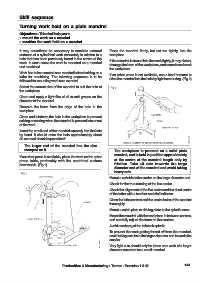
The workpiece is pressed on a solid plain
If an arbor press is available, place the work on the arbor mandrel, and is held in position approximately
press table, preferably with the machined surface at the centre of the mandrel length only by
downwards. (Fig 1) friction. Take all cuts towards the large
diameter end of the mandrel and avoid taking
heavy cuts.
Mount a suitable lathe carrier on the large diameter end.
Check for the true running of the live centre.
Check the alignment of the live centre and the dead centre
of the lathe with a test bar and dial indicator.
Clean the lathe centres and the centre holes of the mandrel
thoroughly.
Mount a catch plate or driving plate to the spindle nose.
Mount the mandrel with the workpiece in between centres,
and carefully adjust the force on the centres.
Avoid overhang of the tailstock spindle.
To prevent the work getting forced off from the mandrel,
avoid taking cuts from the larger diameter end towards the
smaller.
Very light cuts should only be taken on a work of a larger
diameter mounted on a small mandrel.
Producltion & Manufacturing : Turner - Exercise 1.3.43 143