
Page 168 - Turner 1st sem Practicals
P. 168
Skill sequence
Preparing work for between centre turning
Objective: This shall help you to
• prepare work for turning in-between centres.
Turning work in-between centres avoids the need for truing
the work. The work turned will be parallel throughout. But
it requires great skill to perform operations especially like
knurling, thread cutting, undercutting. It is limited to
external operations only. The work needs the following
preparations to be carried out before the actual operations
are to be performed.
Face both sides of the work, and maintain the total length
accurately within limits.
Choose the correct size and type of centre drill and do
centre drilling at both ends.
Dismantle the chuck from the spindle nose and assemble
the driving plate or catch plate.
Assemble the spindle sleeve to the spindle nose and fix
live centre to the sleeve.
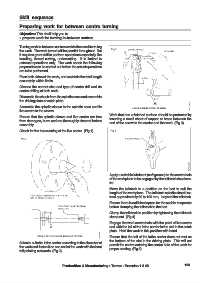
Work that has a finished surface should be protected by
Ensure that the spindle sleeve and live centre are free inserting a small sheet of copper or brass between the
from damages, burrs and are thoroughly cleaned before end of the screw in the carrier and the work. (Fig 3)
assembly.
Check for the true running of the live centre. (Fig 1)
Apply a suitable lubricant (soft grease) to the centre hole
of the workpiece to be engaged by the tailstock dead cen-
tre.
Move the tailstock to a position on the bed to suit the
length of the workpiece. The tailstock spindle should ex-
tend approximately 60 to 100 mm, beyond the tailstock.
Ensure there is sufficient space for the saddle to operate
before clamping the tailstock to the bed.
Clamp the tailstock in position by tightening the tailstock
clamp nut. (Fig 4)
Engage the work centre hole with the point of live centre
and with the tail of the lathe carrier in the slot in the catch
plate. Hold the work in this position with hand.
Ensure that the tail of the lathe carrier does not rest on
the bottom of the slot in the driving plate. This will not
Select a suitable lathe carrier according to the diameter of permit the centre entering the centre hole of the work for
the work and fasten it on one end of the work with the bent proper seating. (Fig 5)
tail pointing outwards. (Fig 2)
Producltion & Manufacturing : Turner - Exercise 1.3.48 155