
Page 147 - Turner 1st sem Practicals
P. 147
Job sequence
• Check the working condition of the grinding machine • Repeat the operation for the other lip.
and its wheels.
• Dip the tool in a coolant frequently.
• Dress the grinding wheel with a carborundum stick.
o
o
• Finish the clearance angle from 8 to 12 and check
• The drill bit is held behind the point with the thumb and the angle with a drill gauge.
index finger of the left hand, shank with the thumb and • Check the lip length and maintain both sides equal.
index finger of the right hand.
• Reduce the web thickness at dead centre.
• Lightly press the drill with an angle of 59 against the
o
grinding wheel, and at the same time, the drill shank is • Deburr the cutting edge by an oilstone.
moved up and down to get the lip clearance angle of 8 o
to 12 .
o
Skill sequence
Inspecting and mounting a new wheel
Objectives : This shall help you to
• inspect the wheel selected for the job in hand
• mount the wheel on to the pedestal grinder.
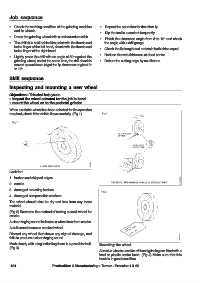
When a suitable wheel has been selected for the operation
required, check it for visible flaws carefully. (Fig 1)
Look for :
1. broken and chipped edges
2. cracks
3. damaged mounting bushes
4. damaged compressible washers.
The wheel should also be dry and free from any loose
material.
(Fig 2) illustrates the method of testing a small wheel for
cracks.
A clear ringing sound indicates a wheel free from cracks.
A dull sound means a cracked wheel.
Discard any wheel that shows any sign of damage, and
fails to produce a clear ringing sound.
Mark clearly with a tag indicating there is a possible fault. Mounting the wheel
(Fig 3)
Abrasive wheels used for off-hand grinding are fitted with a
lead or plastic centre bush. (Fig 4) Make sure that this
bush is in good condition.
134 Producltion & Manufacturing : Turner - Exercise 1.3.42