
Page 142 - Turner 1st sem Practicals
P. 142
Skill sequence
Reaming a hole by a hand reamer on the lathe
Objectives : This shall help you to
• set the machine for hand reaming
• set the reamer on a lathe
• ream a hole accurately with a hand reamer.
The procedure sequence of hand reaming on a lathe is as
follows.
Check the drilled hole to ensure that it has the required
reaming allowance.
Choose the correct type and size of reamer.
Remove the tool-holder and tool post.
Fix up the tap wrench to the square end of the reamer.
The tap wrench must be short enough to clear the lathe
bed.
Move the tailstock back so that there is sufficient space
for the reamer between the dead centre and the workpiece.
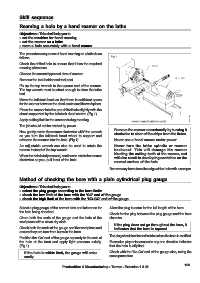
Place the reamer into the pre-drilled hole slightly with the
shank supported by the tailstock dead centre. (Fig 1)
Apply cutting fluid to the reamer during reaming.
The job should not be rotated by power.
Remove the reamer occasionally by turning it
Now gently rotate the reamer clockwise with” the wrench
as you turn the tailstock hand wheel to support and clockwise to clear of the chips from the flutes.
advance the reamer into the hole. (Fig 1) Never use a hand reamer under power.
An adjustable wrench can also be used to rotate the Never turn the lathe spindle or reamer
reamer instead of the tap wrench. backward. This will damage the reamer
blunting the cutting teeth of the reamer, and
When the hole is fully reamed, continue to rotate the reamer
clockwise as you- pull it out of the hole. will also result in developing scratches on the
reamed surface of the hole.
Remove any burrs from the edge of the hole with a scraper.
Method of checking the bore with a plain cylindrical plug gauge
Objectives : This shall help you to
• select the plug gauge according to the bore limits
• check the low limit of the bore with the ‘GO’ end of the gauge
• check the high limit of the bore with the ‘NO-GO’ end of the gauge.
Select a plug gauge of the correct size and tolerance for Allow the plug to enter for the full length of the bore.
the hole being checked.
Check for the play between the plug gauge and the bore
Clean both the ends of the gauge and the hole of the diameter.
workpiece with a clean dry cloth.
If the plug does not go throughout the bore, it
Check both the ends of the gauge and the workpiece and indicates that the bore is tapered.
ensure they are free from burrs in the bore.
Position the ‘Go’ end of the gauge squarely to the axis of The plug should not forced inside unless the bore is rectified.
the hole at the front and apply light pressure axially. Excessive play or looseness in any one direction indicates
(Fig 1) that the hole is elliptical.
If the hole is within limit, the gauge will enter Check with the ‘No-Go’ end of the gauge also, using the
easily. same procedure.
Producltion & Manufacturing : Turner - Exercise 1.3.40 129