
Page 137 - Turner 1st sem Practicals
P. 137
Set a fine feed of about 0.1 mm for the finish cut.
To avoid bell mouth, repeat the same cut.
Set the cutting tool for the required depth to get the finished
bore size. Several cuts taken without adjusting the depth of cut would
correct bell mouthing.
Use the cross-slide graduated collar.
Finish the boring operation and measure with a vernier Remove the sharp corners.
caliper.
Inside caliper & Outside micrometer used for bore measurement
Objective : This shall help you to
• take the measurement of a bored hole with an inside caliper, transfer it to an outside micrometer and read
the measurement.
Bores are checked for their dimensional accuracy by using If the ‘feel’ is hard, reduce the distance
- inside micrometer between the leg tips and if the feel is less or if
there is not feel, increase the distance between
- universal vernier caliper the leg tips slightly.
- inside caliper and outside micrometer (transfer
measurement) Check once again and repeat till you get the correct feel.
- telescopic gauges and outside micrometers (transfer Ensure that the position of the legs is not
measurement). disturbed, once the correct feel is obtained.
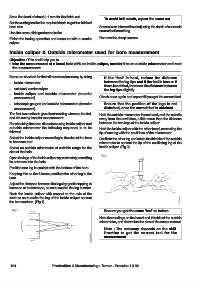
The first two methods give direct reading whereas the 3rd. Hold the outside micrometer in one hand, and the spindle
and 4th are by transfer measurement. away from the anvil face, a little more than the distance
For checking the bore diameters using inside caliper and between the two legs of the inside caliper.
out-side micrometer the following sequence is to be Hold the inside caliper with the other hand, contacting the
followed. tip of one leg with the anvil face of the micrometer.
Select the inside caliper according to the size of the bore Oscillate the other leg and rotate the thimble of the outside
to be measured. micrometer to contact the tip of the oscillating leg of the
inside caliper. (Fig 2)
Select an outside micrometer of suitable range for the
size of the hole.
Open the legs of the inside caliper approximately permitting
its entrance into the hole.
Position one leg in contact with the bottom of the bore.
Keeping this as the fulcrum, oscillate the other leg in the
bore.
Adjust the distance between the legs by gentle tapping to
increase or to decrease, so as to enable the leg to enter.
Rock the inside caliper with respect to the axis of the
work so as to make the leg of the inside caliper contact
the bore surface. (Fig 1)
Ensure you get the same ‘feel’ as before.
Note the readings on the barrel and thimble of the outside
micrometer, and determine the size of the measurement.
Note : The accuracy depends on the skill.
Practice to get the correct feel for the
measurement.
124 Producltion & Manufacturing : Turner - Exercise 1.3.39