
Page 138 - Turner 1st sem Practicals
P. 138
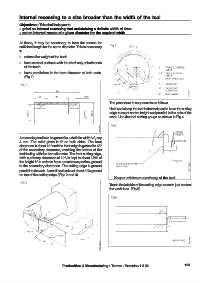
Internal recessing to a size broader than the width of the tool
Objectives : This shall help you to
• grind an internal recessing tool maintaining a definite width of 4mm
• cut an internal recess of a given diameter for the required width.
At times, it may be necessary to form the recess for
sufficient length for the same diameter. This is necessary
to
• reduce the weight of the bush
• have contact surfaces with the shaft only at both ends
of the bush
• have parallelism in the bore diameter at both ends.
(Fig 1)
The procedure in sequence is as follows.
Hold and clamp the tool in the tool post to have the cutting
edge to exact centre height and parallel to the axis of the
work. Use the tool setting gauge as shown in Fig 4.
A recessing tool is to be ground to a definite width ‘w’, say
4 mm. The relief given is 2° on both sides. The front
clearance is about 12° and the front edge is ground to 45°
of the secondary clearance, avoiding the bottom of the
tool fouling with the bore diameter. The front cutting edge,
‘with a primary clearance of 12°, is kept to about 1/5th of
the height ‘h’ in order to have a maximum portion, ground
to the secondary clearance. The cutting edge is ground
parallel to the axis. A small back rake of about 6° is ground
on top of the cutting edge.(Figs 2 and 3)
Keep a minimum overhang of the tool.
Touch the leftside of the cutting edge so as to just contact
the work face. (Fig 5)
Producltion & Manufacturing : Turner - Exercise 1.3.39 125