
Page 139 - Turner 1st sem Practicals
P. 139
Set the top slide graduated collar to zero with the backlash Continuous, uniform, and slow feeding is
eliminated. necessary.
Set the machine to about 250 r.p.m.
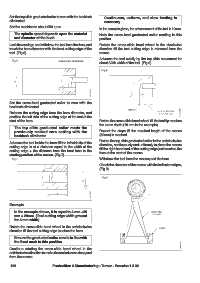
In the example given, the advancement of the tool is 10mm.
The spindle speed depends upon the material Note the cross-feed graduated collar reading in this
and diameter of the bush. position.
Lock the carriage and withdraw the tool from the face, and Rotate the cross-slide hand wheel in the clockwise
touch the bore diameter with the front cutting edge of the direction till the tool cutting edge is released from the
tool. (Fig 6) recess.
Advance the tool axially by the top slide movement for
about 3/4th width of the tool. (Fig 8)
Set the cross-feed graduated collar to zero with the
backlash eliminated.
Release the cutting edge from the bore diameter, and
position the left side of the cutting edge of the tool at the
start of the bore. Rotate the cross-slide hand wheel till the tool tip reaches
the same depth (10 mm in the example).
The top slide graduated collar reads the
previously marked zero setting with the Repeat the steps till the required length of the recess
backlash eliminator. (50mm) is reached.
Rotate the top slide graduated collar in the anticlockwise
Advance the tool inside the bore till the left side tip of the direction, continuously and uniformly to clean the recess
cutting edge is at a distance equal to the width of the till the right hand end of the cutting edge just touches the
cutting edge + the distance from the front face to the face at the start of the recess.
starting position of the recess. (Fig 7)
Withdraw the tool from the recess; and the bore.
Check the diameter of the recess with the indicator caliper,
(Fig 9)
Example
In the example shown, it is equal to 4 mm +25
mm = 29mm. (Tool cutting edge width ground
for 4 mm width)
Rotate the cross-slide hand wheel in the anticlockwise
direction till the tool cutting edge touches the bore.
Ensure the graduated collar zero is in line with
the fixed mark in this position.
Continue rotating the cross-slide hand wheel in the
anticlockwise direction to make the tool advance deep,and
form the recess.
126 Producltion & Manufacturing : Turner - Exercise 1.3.39