
Page 62 - Turner 1st sem Practicals
P. 62
Job sequence
TASK 1
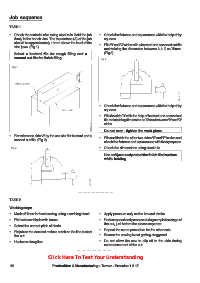
• Check the material size using steel rule.Hold the job • Check the flatness and squareness with the help of try
firmly in the bench vice. The top surface (A) of the job squares.
should be approximately 10mm above the level of the • File 'B' and 'C' sides with a bastard and a second cut file
vice jaws. (Fig 1)
maintaining the dimension between A & C as 75mm.
Select a bastard file for rough filing and a (Fig 3)
second cut file for finish filing.
• Check the flatness and squareness with the help of try
squares.
• File the side 'D' with the help of bastard and second cut
file maintaining dimension as 75mm between 'B' and 'D'
sides.
Do not over - tighten the work piece.
• For reference side 'A' by the use of a flat bastard and a • File and finish the other two sides 'E' and 'F' to size and
second cut file. (Fig 2) check the flatness and squareness with the try square.
• Check the dimensions using steel rule.
Use soft jaws and protect the finish filed surface
while holding.
TASK 2
Working steps
• Mark off lines for hacksawing using a scribing block. • Apply pressure only on the forward stroke.
• Fix hacksaw blade with frame. • Reduce speed and pressure during completion stage of
the cut, just before the pieces separate.
• Select the correct pitch of blade.
• Repeat the same procedure for the other cuts.
• Fix job on the vice and make a notch on the line to start
the cut. • Ensure the sawing is not getting staggered.
• Hacksaw along line. • Do not allow the saw to slip off to the side during
commencement of the cut.
50 Producltion & Manufacturing : Turner - Exercise 1.2.17