
Page 94 - Turner 1st sem Practicals
P. 94
Job sequence
TASK 1 : Turning round rod
• Check the raw material. • Reverse the job and reset it holding Ø33mm.
• Hold the job in a four jaw chuck about 50mm outside and • Face the other end to a total length 90mm turn the outer
true it. diameter Ø33mm.
• Face one end. • Check the dimension with a steel rule and outside
calipers.
• Turn Ø33mm to about 40mm length.
• Deburr the workpiece.
TASK 2 : Turning square rod
• Check the raw material. • Turn Ø18 to about 36mm length.
• Hold the job in a four jaw chuck about 50mm length • Check the dimension with a steel rule and outside
outside and true it. caliper.
• Deburr the work piece.
TASK 3 : Turning hexagonal rod
• Check the raw material. • Turn Ø24mm about 45mm length.
• Hold the job in a four jaw chuck about 60mm length • Check the dimension with a steel rule and out side
outside the chuck and true it. caliper.
• Deburr the workpiece.
Skill sequence
Truing work in a four jaw chuck with the help of a surface gauge
Objective : This shall help you to
• true a round rod in a four jaw independent chuck with the help of a surface gauge.
If truing is not done before turning, the following will be
the results.
Uneven load on the cutting tool.
For the same depth more metal will be removed from the
out of centre portion.
Surface turned may not be cylindrical.
Sequence during truing
Keep the main spindle in a neutral position.
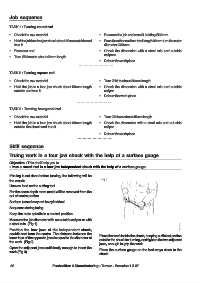
Measure the job diameter with an outside caliper or with
a steel rule. (Fig 1)
Position the four jaws of the independent chuck,
equidis-tant from the centre. The distance between the Place the work inside the chuck, keeping sufficient portion
inner face of the opposite jaws is equal to the diameter of outside the chuck for turning, and tighten the two adjacent
the work. (Fig 2) jaws, enough to grip the work.
Open the adjacent jaws sufficiently enough to insert the Place the surface gauge on the bed-ways close to the
work (Fig 3)
chuck.
82 Producltion & Manufacturing : Turner - Exercise 1.3.27