
Page 96 - Turner 1st sem Practicals
P. 96
Tool setting
Objective : This shall help you to
• set the tool in the tool post for performing the operation.
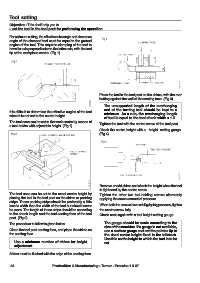
For optimum cutting, the effective rake angle and clearance
angle of the clamped tool must be equal to the ground
angles of the tool. This requires clamping of the tool to
have its axis perpendicular to the lathe axis, with the tool
tip at the workpiece centre. (Fig 1)
Place the tool in the tool post on the shims, with the rear
butting against the wall of the seating face. (Fig 3)
The unsupported length of the overhanging
end of the turning tool should be kept to a
It is difficult to determine the effective angles of the tool minimum. As a rule, the overhanging length
when it is not set to the centre height.
of tool is equal to the tool shank width x 1.5.
The tool nose can be set to the work centre by means of Tighten the tool with the centre screw of the tool post.
a tool-holder with adjustable height. (Fig 1)
Check the centre height with a height setting gauge.
(Fig 4)
Remove or add shims and check the height when the tool
is tightened by the centre screw.
The tool nose can be set to the exact centre height by Tighten the other two tool-holding screws alternately
placing the tool in the tool post on the shims or packing applying the same amount of pressure.
strips. These packing strips should be preferably a little
less in width than the width of the tool but should never When both the screws have a full gripping pressure, tighten
be more. The length of these strips should be according the centre screw fully.
to the shank length and the tool seating face of the tool Check once again with a tool height setting gauge.
post. (Fig 2)
The procedure to follow is given below. The gauge should be made according to the
size of the machine. If a gauge is not available,
Clean the tool post seating face, and place the shims on use a surface gauge and set the pointer tip to
the seating face. the dead centre height fixed in the tailstock.
Use this as the height to which the tool is to be
Use a minimum number of shims for height set.
adjustment.
Shims must be flushed with the edge of the seating face.
84 Producltion & Manufacturing : Turner - Exercise 1.3.27